制作琴板对厚度的设定方法
为了能准确地控制厚度和加快制作过程,制作者们各自摸索了一套独特的办法和经验。方法是多种多样的,都是根据自己的技艺和条件进行加工。

这里介绍的只是最常用的几种方法:
标记法
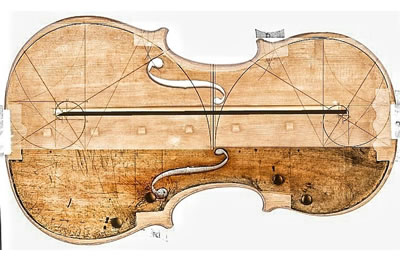
安东尼奥·斯特拉迪瓦里制作了一个简单而又实用的标记厚度的装置。在底座上安装了一个可提起和按下的长臂,当长臂按下时安装在长臂后端、可调节高低的定位螺丝会抵住底座,使长臂前端与底座之间的跨度可调节,也就是调节需要标记的厚度。底座上还安装有圆弧形的标尺,当长臂升降时沿着标尺的刻度指示出厚度。长臂的端头安装有一个三角形的针,相对于针尖对面在底座上装一根小木棍,把琴板的弧度面对着底座上的木棍顶端放上,按下长臂使针插人琴板内面形成规定深度的孔,针尖离琴板表面的距离就是琴板的厚度。在斯特拉迪瓦里制作的琴板内面,常可见到遗留的三角形针孔,这是因为已加工到理想的叩击声,中止减薄而留下的痕迹。
深度钻法
需要一台带有平口台钳的钻床,并制作一根下方、上圆、顶部修成平面的小木棍。把木棍方端夹在台钳上,使用2毫米的钻头,调整工作平台的高度和位置,使钻头降到最低时钻头尖与木棍顶端平面之间的距离刚好等于需要的厚度。把琴板的弧度面抵住木棍顶端的平面,在内面规定厚度的区域内钻许多孔,钻孔尖端与琴板表面之间的距离就是厚度。以后加工时用半圆凿和提琴刨去掉木料直到钻孔的底部,然后用砂纸和刮片精加工。加工时可能会在弧度面上压出小麻点坑,以后可以用湿布润湿木料使它膨胀复原。
马赛克法
琴板的上下两个区域的厚度是均匀一致的,为控制最后的精度,在精加工时用铅笔把加工面划分成10毫米见方的小方格。此时要用装有精度为0.01毫米百分表的测厚计,测量每一小格的厚度并标在小格内。或者连续测量各处的厚度,并用铅笔标上。厚度不均匀处用刮片进行加工,直到整个区域厚度一致为止。琴板上下两个区域的厚度均匀一致,对琴的声学效果极为重要,这里的误差要小于0.1毫米,用十分表测量由于表的误差和加工时的人为误差,达不到这样的精度。
配合叩击声确定加工终止点时,用这样的方法能均匀一致地减薄已加工好过渡区的琴板。而且一旦达到理想的叩击声后,不必再切削掉更多的木料就可把各过渡区融为一体,表面的光洁度也能达到要求。


『相关文章推荐』







One Response to “制作琴板对厚度的设定方法”
发表评论
关注博客公众号






感谢博主的分享。